砂轮成型压力机配合模具热压的方法
文章出处:www.sdthgl.com 人气: 发表时间:2020-07-08 10:36
砂轮成型压力机配合模具热压的方法
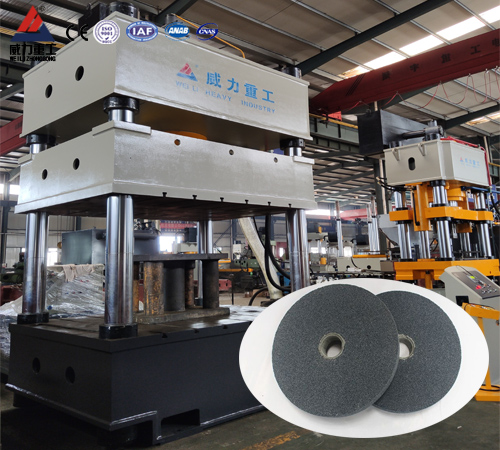
砂轮成型压力机专用于砂轮成型的压制工艺。具有独立的动力机构及电气系统,并采用按钮集中控制,工艺动作采用继电器控制,可实现调整、半自动和全自动三种操作方式。本系列的工作压力、压制速度、行程范围均可根据工艺需要进行调整。并能完成定压成型和定程成型二种工艺要求,在压制后具有保压延时和自动回程动作。
砂轮成型压力机产品用途:
本系列机器是砂轮压制成型的专用压力机,适用于大、中型陶瓷、大型树脂薄片砂轮成型,同时适用于薄片树脂砂轮及各种型号砂轮的成型,也可用于塑料,橡胶,粉末制品或其它可塑性材料及五金电器等行业产品压制成型工艺,还可用于用于重负荷砂轮的预压、热压成型工艺。

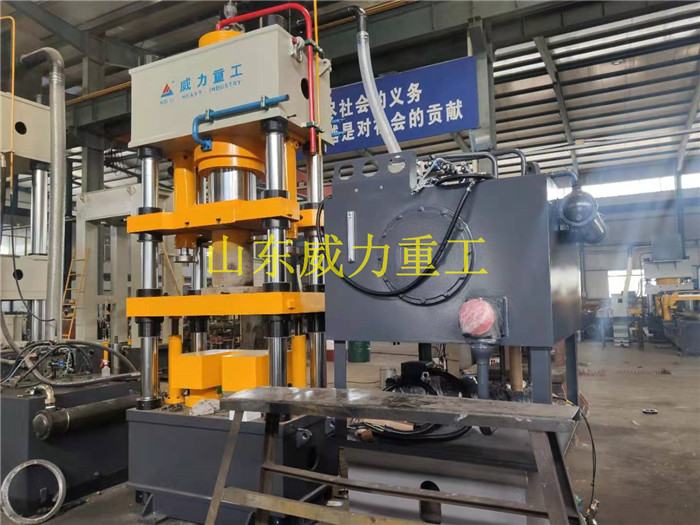
砂轮成型专用四柱压力机
砂轮成型压力机特点:
1、该压力机用于纤维增强树脂砂轮的成型制作。
2、采用气缸推进模具实现工位的转换,零部件结构简单,造价低,保养维护容易,故障率低,安全性高。
3、工位布置合理,分别有多次摊料机构和预压机构。
4、配套外购件采用或合资企业的产品。
5、更换模具简便快捷。

四柱压力机加工砂轮成型过程
砂轮成型工艺过程:
a、将金属粉末与金刚石混合后加入成型模具用热压的方法压制 烧结而成。 特点:此工艺所需压力机砘位可较小,制取砂轮片精度较好,砂轮片 强度高、使用寿命长;但模具由于采用石墨模,故模具寿命较短,采用 真空热压机设备,所以设备资金投入较大,批量生产周期长效率低,生 产成本较高;另外,砂轮片厚度最薄只能做到 0.1 毫米以上。
b、液压冷压法的原理: 将金属粉末与金刚石混合后加入成型模具用冷压的方法压制 成型,然后再烧结而成。 特点:此工艺较简单,模具寿命长,批量生产周期短效率高,生产 成本低;但所需压机砘位较高,制取的砂轮片精度不高。砂轮片厚度最 薄只能做到 0.1 毫米以上。
本机具有独立的动力机构和电气系统,并采用按钮集中控制,可实现手动,半自动两种操作方式。本机操作灵敏简单,噪音小,压力稳定,可以满足不同的生产工艺需要等特点。
可选配附件:
● 移动工作台
● 液压系统冷却,控温装置
● 行程,压力数显数控装置
● 打料装置
● PLC可编程控制器
● 触模式工业显示屏
本文由压力机厂家整理,转载请注明来自:www.sdthgl.com
本文由压力机厂家整理,转载请注明来自:www.sdthgl.com
下一篇:315吨养殖场漏粪板压力机高温压制成型 上一篇:上一篇:汽车热锻件冲压专用1200吨液压压力机
此文关键字:砂轮成型压力机配合模具热压的方法


同类文章排行
- 热压配重块设备1600吨液压机什么牌子好?
- 315吨粉末成型机压制陶瓷环一模出几个?
- 限电条件下怎么让拉伸液压机更节能?
- 如何检测粉末液压成型机的模具硬度?
- 新品:630吨全自动耐火砖液压机产品介绍
- 压制磨料设备-315吨汽车刹车片成型液压机
- 1000吨钣金拉伸液压机顶出缸有什么作用?
- 拉伸不锈钢水槽液压机使用什么吨位?
- 315吨电饭煲内胆拉伸液压机多少吨合适?
- 拉伸不锈钢水槽液压机选什么吨位设备?
最新资讯文章
- 玩具拼图四柱液压成型机压泵无法升压怎么办
- 四柱阀门液压成型机齿轮泵振动厂家有办法
- 四柱拉伸液压机活塞周期更新你知道吗
- 液压压力机厂家为您定制电机轴承自动化生产线
- 用四柱液压压力机制造生产汽车零件的案例公司
- 鱼饵四柱液压压力机柱塞泵卡死解决方案
- 100吨四柱液压压力机带移动工作台调试完毕
- 液压机厂家如何掌握B2B的洪流销售四柱液压压力
- 春季液压压力机在生产加工中留意事项
- 四柱齿轮拉伸液压机山西用户最正确的选择
- 液压成型机在寒冬如何去维护保养
- 封头专用四柱拉伸液压机客户处顺利安装“落地
- 解决液压成型机施压时出现问题怎么办
- 630吨铁粉压块专用压力机怎么选配置?
- 四柱液压机针对四柱液压压力机做哪些传动分析
- 了解液压压力机操作及注意事项
- 四柱热模锻压力机的性能生产工艺说明
- 四柱液压成型机怎样使用液压机单级双级叶片泵
- 鱼饵压块成型机设备选择500吨四柱液压机
- 液压机厂家的四柱液压成型机排气装置怎样安装
您的浏览历史

