

相关资讯
- 1000吨塑料托盘液压机(框架式)升级机型
- 500吨四柱液压机是拉伸铝制品专用设备
- 拉伸不锈钢水箱液压机吨位要考虑的因素
- 拉伸交通指示牌液压机(四柱式)加工技术方案
- 500吨锻造液压机热锻截齿一次成型
- 630吨粉末压力机(快速四柱压力机)一机多用
- 1200吨耐火砖液压机(模压耐火砖专用设备)
- 500吨拉伸四柱液压机可以加工哪些工件?
- 500吨四柱压力机可以拉伸哪些工件?
- 石墨匣钵热压设备-800吨四柱压力机介绍
- 315吨拉伸压力机加工消防灭火器一次成型
- 出口型630吨四柱液压机影响性能的因素?
- 拉伸不锈钢水槽液压机一机多用功能广泛
- 全自动氧化锆陶瓷液压机,一分钟出5块
- 拉伸金属板材液压机加工异型拉伸件种类
- 双动薄板拉伸液压机(四梁四柱)性能特点
- 冷压封头成型液压机设备-500吨拉伸液压机
- 金属零件冷挤压液压机适用于哪些领域?
- 拉伸液压机加工不锈钢水箱需要什么机型?
- 拉伸异形件专用四柱压力机选用的机型

咨询热线:
18306370978
固话:0632-5680515
邮箱:2335649786@qq.com
地址:滕州市经济开发区春藤路999号500吨万向节热锻压力机
- 咨询热线:0632-5680515
-




产品详情
联系我们

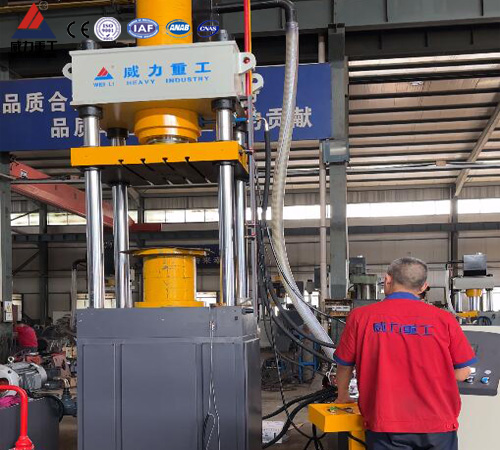
500吨万向节热锻压力机
|
山东威力重工生产的500吨万向节热锻压力机主要用于铝合金、钛合金、高温合金、粉末合金等难变形材料进行热模锻和等温超塑性成形。其锻造特点是可通过大的压力、长的保压时间、
|
产品简介
----------------------------------------------------------------------

500吨液压机热锻成品

加工万向节专用热锻压力机

山东威力重工生产的万向节热锻压力机框架式结构刚性好,精度高,抗偏载能力强;液压控制系统采用插装式集成系统,动作可靠,使用寿命长,液压冲击小,减小了连结管路与泄漏点;采用进口PLC控制的电气系统,结构紧凑,工作灵敏可靠,使用维修方便。具有调整、手动、半自动三种操作方式和定程,定压两种成型工艺规范。底梁内配有液压垫,通过操作面板选择,液压垫可以实现有顶出、无顶出和液压垫压边三种工作循环。

山东威力重工液压压力机型号齐全

热锻压力机结构展示
500吨万向节热锻液压压力机结构概述:
1、机身:机身为整体框架式结构,左右立柱中间留有侧窗口,采用Q235优质钢板焊接结构,二氧化碳气体保护焊;焊后需经过退火处理充分消除焊接变形和应力,确保焊接件经久而不变形,精度保持性好,本机试压达到31.5Mpa,压机机身不变形,但不可作为长期使用。
2、滑块为钢板焊接箱形结构,滑块底面板为整块钢板,保证足够的刚度和强度。滑块采用45°导轨导向,在左右立柱上设有4条导向板,滑块的导轨在导向板上作垂直运动,运动导向精度靠滑块导轨上斜铁来调整,以保证与移动工作台的平行度,调整方便,调整精度高,调整后精度保持性好,抗偏载能力强。导轨摩擦副一侧为合金材料,另一侧采用铜基合金材料。此外,导向板经淬火处理,硬度在HRC55以上,耐磨性能良好,使用寿命长。滑块导轨面设有加油孔自动加油,以便润滑运动部位。
3、主吨位由单个活塞缸实现(活塞杆和活塞头为整体结构),活塞杆采用45#优质碳素钢锻件,其表面经中频淬火处理,硬度在HRC48~55之间,表面镀铬处理(0.01mm),使用寿命长。油缸采用45#优质碳素锻钢锻造,其内表面经过滚压加工处理。液压缸具有足够的强度和刚度。主油缸采用进口密封元件,确保密封性能可靠。
4、工作台、滑块T型槽的位置、尺寸经用户确认后生产。工作台中心孔留φ700mm,倾斜到压力机后面落料。


山东威力重工压力机厂家联系方式:




 2335649786
2335649786 

订购:500吨万向节热锻压力机
